CREST
GROUP COMPANY
HOME
CREST ULTRASONICS
AQUEOUS INDUSTRIAL CLEANING SYSTEMS
SOLVENT INDUSTRIAL CLEANING SYSTEMS
POWER SONIC BENCHTOP CLEANERS
MEGASONIC CLEANING
RINCO ULTRASONICS
ULTRASONIC WELDING
ULTRASONIC CUTTING
ULTRASONIC GENERATOR
ULTRASONIC HAND WELDING UNITS
COMPONENT
APPLICATIONS
KLN ULTRASONICS
ULTRASONIC SPECIAL EQUIPMENT
ULTRASONIC STANDARD
ULTRASONIC HAND WELDING DEVICES
ULTRASONIC CUTTING TECHNIQUES
VIBRATION WELDING/CPC
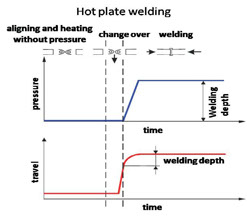
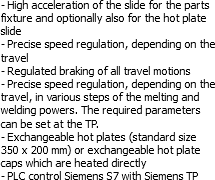
HOTPLATE WELDING
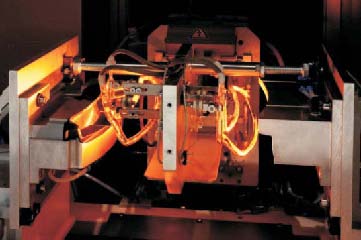
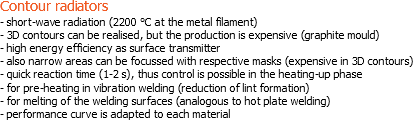
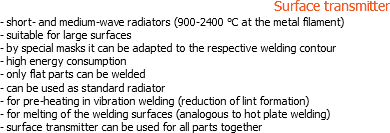
INFRARED WELDING
SPIN WELDING REK-B
SPIN WELDING OMEGA III MCRI
THERMO-RIVETING SPECIAL MACHINE
THERMO-RIVETING MCA-W
CONTACT US